
Leaderboard



Popular Content
Showing content with the highest reputation on 06/11/20 in all areas
-
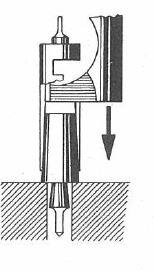
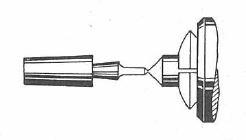
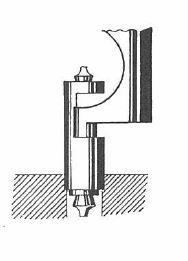
I suggest finding a 100mm Maprox 6 jaw step chuck. They crop up regularly on Ebay. Probably still run you a few hundred bucks but you'll never regret it. The jaws are machinable and replaceable, if you're lucky you might get both internal and external jaws, if not Maprox has them. These were often branded "JF", sometimes Alina, sometimes both. The jaws can be machined without need of a clamping ring, due to their clever design. Step collets are great, but you need a bunch and the steps are still rather large. You can get blank step collets of course and machine them as you like. If you are really on a budget and like making tooling Schaublin has a kind of step chuck-y type thing that's fairly simple and ultra precise. You can see in the pics it's an arbor that has a tail end identical you your lathe collets (W20 here, 5C for you). The front has a taper, 15-20 degrees is fine. Then there is a piece that slides on the arbor with a very close fit, with a taper to fit your spindle nose and a taper to go in the "collet". The "collet" is the brass piece (Schaublin furnishes blanks in steel, I make them up as needed in brass as it's usually for a onesie-twosie thing). The collet has a bore to pass freely over the arbor, and tapers at each end. It's slotted as far as possible in 3 spots. When you chuck it in your lathe it expands of course, very precisely. To machine it you just tighten the drawbar slightly, or if you want to be more secure you can make a ring that will slide on and expand to grip that. Schaublin's is naturally hardened and ground all over, but if you start with decent steel like Stressproof you don't need to harden it or grind it, just careful turning work and it should last decades.
.thumb.jpg.4b63063b6e19a17d0c8da0c236f4bf9a.jpg)
.thumb.jpg.5c8be0eb06d45c1d8c6c0f10f539b61d.jpg)
.thumb.jpg.08c71c7776cd3f8b458cebac41f14917.jpg)
.thumb.jpg.f82b713a25fc41bd252109b8b4e3be13.jpg) 3 points
3 points -
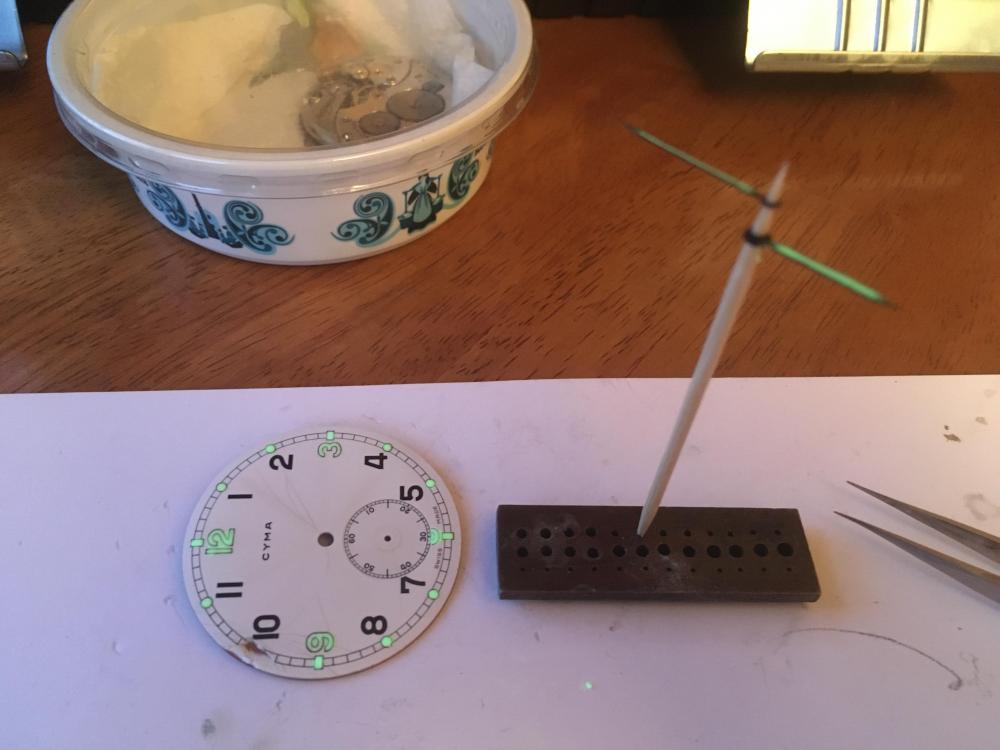
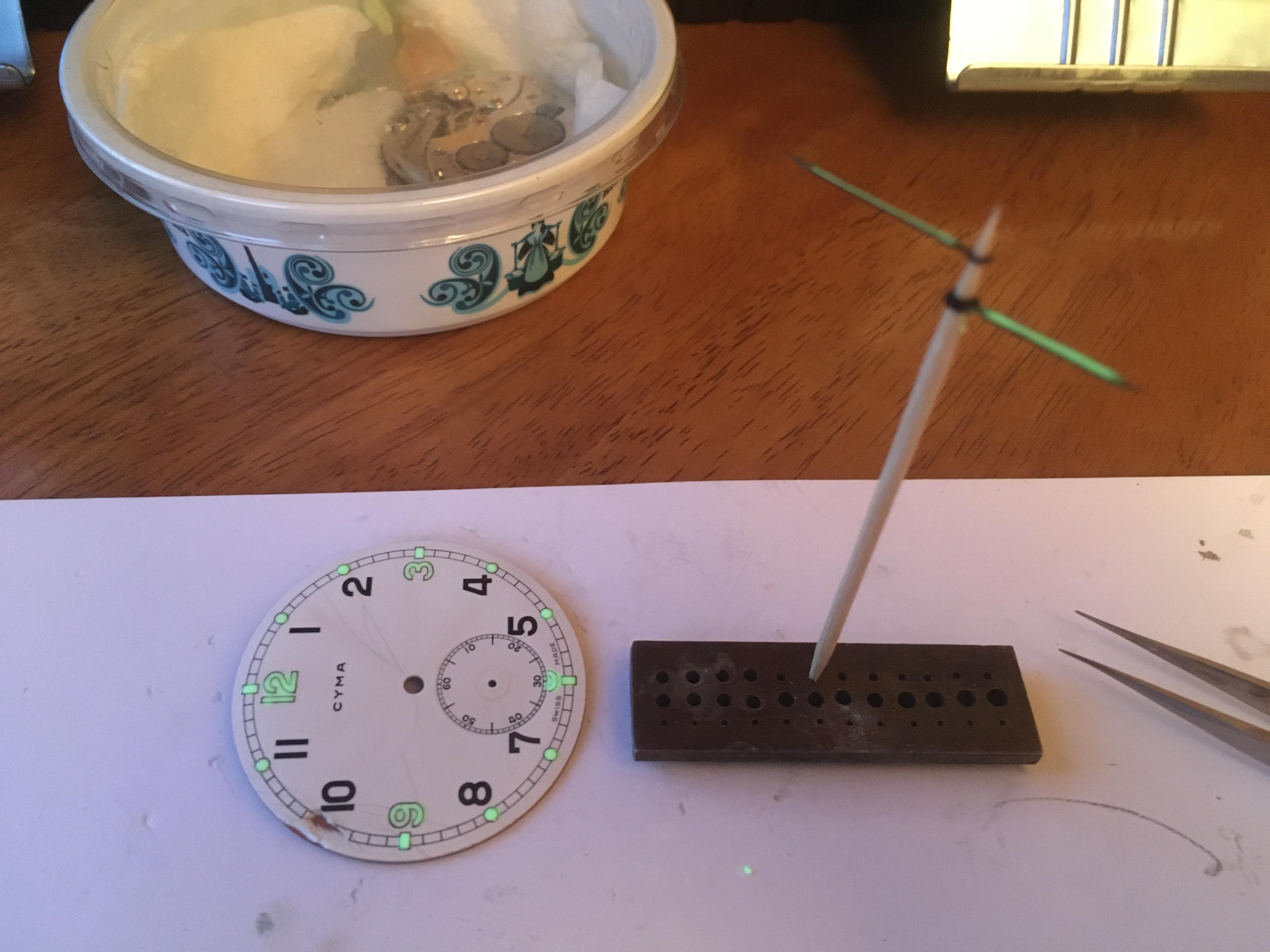
I'm attaching a few photos to get you started. Then a couple links. https://timepieceshoppe.com/cylinder-watch-mechanical-restoration/ https://www.cousinsuk.com/product/balance-cylinder-removal-punches
 3 points
3 points -
The real advatage of a bezel chuck is convenience. I have a 100mm maprox for my 102 and it gets used all the time. I also have a full set of step collets for external diameters that get used sometimes. The maprox "out of the box" is so accurate I don't touch the jaws very often. I do share my machine with several other watchmakers so there are times when someone (nobody ever knows who haha) has put a ding on it or retouched the jaws without pretension or something, I've had that one about 15 years, give a kiss on one or another of the steps every couple of months. They are for light work though. Try to google up some videos on Martin Matthews, he was a case maker in England who worked very traditionally. Most of his chucking was with wood (bow powered lathe too). He'd make what's called friction chucks in wood, and sort of snap the part in/on, then machine it. It's a simple method that's super accurate. I do it often, but with plastic bar stock, when I need to modify acrylic crystals to fit a chrono chapter ring inside or slightly touch up the OD. Leaves no marks and is spot on since I machine the "chuck" in place. But I do hold the plastic "chuck" in a- bezel chuck. Haha.2 points
-
I'd definitely have a go at polishing that crystal, you'll be amazed what results you can get..2 points
-
The practical side of the gear cutting setup is pretty straightforward except for the cutters, that's also one of the nice things about lantern pinions in clocks.. you can relatively easily make a flycutter for the wheels and just drill and use lantern pinions. The other machine parts of a working setup can be put together relatively easily.. In my case I've got a late 30's Hardinge BB59 bench lathe which is sort of like a Schaublin but with 9" swing and 5C collets. The bed profile is pretty standard for a bunch of bench lathes of that style and age - like a bigger WW lathe. The Schaublin 70 isn't a million times bigger than a WW (which is still more rigid than a Geneva pattern) and aside from period accessories, there are new Chinese Geneva lathe parts which could be matched up with other bits, some other headstocks such as little Emco / Sherline, etc.. I'm using a WW headstock until I've had time to make a dedicated milling spindle with ISO20 taper.. the WW headstock is plenty beefy enough for watch wheels. Add to that the Chinese/Indian vertical slides (I've got a myford copy) then only the motor and method of directing belting remain.. and an index plate, plate carrier, spindle lock, and indexing pin. I've used an old 1/3hp refrigerator motor and made the overhead drive from scratch - that was a bit laborious but basically a series of simple operations with a 4 Jaw chuck (I'd have preferred my mill but it's in storage until CV-19 makes it possible to collect).. could have made the dimensions a bit smaller to make the holes small enough for a drillpress and reamer if I only wanted to mill watch gears. I would recommend an optical aid for setting the tool.. and I'm not an expert in this but knew people doing it for years before my first try more recently.. still took a few tries due (mostly) to stupid mistakes. Flycutters can be made in a few ways, aside from grinding them from a broken drill by hand (at the cheap and simple end of the spectrum) or using a cutter (like an engraving single sided cutter) they can be made in soft material and hardened, either by marking and drilling as per Daniels book, or you could probably use a circular turning tool of a calculated diameter then mill the excess material away to leave the profile and clearance - that wouldn't build in side clearance without a further honing step.2 points
-
Hi, Just thought I’d post my very first attempt at re-lumeing a pocket watch after watching marks video
 1 point
1 point -
Thank you, that's great. The old books are always interesting and it should be a good read1 point
-
I found it online. It's a free download. This is there direct download for it, here. It's quite long and very detailed. The vernacular is a bit difficult because it was originally written in French.... In the late 1700's!!! but the principles have not changed in all that time.1 point
-
I did briefly consider trying to build one of the fusee engines but I may be able to do it on my lathe once I've measured the pitch and made a few bits. Thank you for the heads up on the book, I'll try and find some reference to it's name.1 point
-
Back in the day there was specialized tooling required to manufacture the fusee cones. Those tools are incredibly rare and a usually museum pieces. Nowadays many cnc mills and lathes can perform these operations, but the engineering needs to be completed ahead of time to get the proper dimensions. There has been a verge fusee manufacturing book floating around on eBay occasionally, but I cant find it naturally. It describes all the principles of a verge escapement and the math needed to build a fusee cone, if memory serves. Specialized Fusee cone tools below.
.thumb.jpg.c90d6d27dfcb1ead7130ed93e2d31b05.jpg) 1 point
1 point -
Hi the tester, whos link you have posted I believe is one of the Indian ones from Roshan I had one of their earlier models and it broke, when taken apart it was pure crap. I salvaged the line release transformer and made another line release with it.. I will photo the two I have got and post them for you.1 point
-
It is Timex Thursday for me today.
 1 point
1 point -
Folks. I have been interested in being able to build and machine a watch gear for some time now. I would love to cut one on my lathe, but the vintage addins are really hard to find. I am good with designing the gear and getting it CNCed by someone else or even printing the gear and filing it by hand. That said, I ran into a program called Gearotic V3 where you design a gear and a gear train and send the file to a CAD program. Have any of you tried to do this or used this program for that purpose? It does have clock escapements it the designer but not watch lever escapements. Thoughts, suggestions, etc. the program was 120US, but no issue as I love learning and an adventure. Sent from my iPhone using Tapatalk Pro1 point
-
My own setup is complete but that looks like a nice option.. even takes me back to a previous job in which I was involved in making similar types of flexible drive, they're used in a number of fields. A short sheep-shearing drive would probably use the same size core (those are around 8-9mm for anyone looking to experiment, 6mm would probably work depending on the maximum work you intend), it can be driven directly by the motor, then geared down at the milling spindle so you stay within the torque limits of the flexible core while having the torque at the tool.. ..but the setup you show or some of the other bits would allow JDR to cut gears (the nice WW gear cutting accessories are somewhat lovely but there are other equipment paths).1 point
-
I was thinking about this and the other way that it would work is having a "bodyless" spring bar. That is two straight pins and a spring in the terminal link.1 point
-
This is where it would be nice to have test equipment for quartz watches. Because you can't look at the watch and decide that because it's not running that the problem is unless you can somehow see the flow of electricity and magnetic fields.1 point
-
Yes. See this doc for an example. IS 05_Evolution calibre SW200 vers SW200-1.pdf Would something like the below help? Www.unitor.it or PM for more info.1 point
-
Simple way, copy from a page that has it, paste here. More sophisticated https://www.codecogs.com/latex/eqneditor.php1 point
-
Looks like the holes on both case and bracelet are the same size so just use a straight pin short enough to bind on the taperings. It will have to bend a little in the process, so you may need a strong support, punch and small hammer.1 point
-
I'm no rocket surgeon.... but t = rFsin0 0 is supposed to be theta, but I can't figure out how to type it... t = torque r = radius F = force 0 (theta) = angle between F and the lever arm There was a video I posted in another thread here recently where the subject was isochronism. I think the model used was a pocket watch with its original mainspring. Lots of representative curves used in the presentation. I think this is the lecture:1 point
-
With your bench in place you gently attempt to wind the watch which would take the load off the click then you can push in and then it will release you can let the bench key slowly spin in your fingers.1 point
-
By coincidence, I have seen a cylinder escapment for the first time only yesterday, W501 if you can fully measure your part I may be able to look for something that may help you.1 point
-
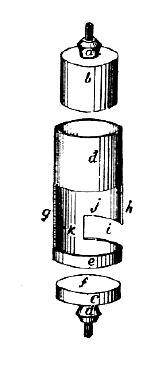
This is a cylinder escapement. The part with the cutaways is the cylinder. It has the pivots pressed in as separate parts, called tampons. I know, I know, from teaching, tampons, cocks, all that. There were special punches and stumps in old staking sets for knocking out the tampons; there were sets of new ones from material suppliers to knock back in. All were merely a guide to what was needed to actually be made to do the job. What you have in front of you is quite an adventure for someone very competent with a lathe, and in the best case have a watch that keeps time within 10m/day. If you really want to do it go for it!1 point
-
Been wearing my 'slightly modified' SKX007 today (Crystal Times coin edge bezel, OSC Planet Ocean bezel insert and NH36 movement, fitted with a Dragon Shrouds Jumbo crown). Apologies for the old picture, peeing with rain here today and didn't fancy going out to take a new one.
 1 point
1 point -
Here is the latest watch I’m pleased to have completed for my collection. I bought this watch in a pretty poor condition described as runs intermittently and in need of a crystal. Well, that was not very accurate. One of the dual springs was snapped, the lower Inca lyre spring was snapped and by fortune the cap stone was found in the works. That explains the intermittent running [emoji23] Anyway, here it is, 2 new mainspring, a new gilt ring crystal and a nice brown leather strap. I only wish it was larger in diameter. Sent from my iPhone using Tapatalk1 point
-
The World' first quartz analogue solar watch...
 1 point
1 point -
Hello and welcome to the forum, I have attached a couple of PDFs for your interest. The witschi one may be a bit over your head at the moment but will give you an insight to the complexities of watch repairing. enjoy cheers TZIllustratedGlossary.pdf Witschi Training Course.pdf1 point
-
I make gears all the time, I use the norms in the swiss NIHS book which gives you all the math to draw the profiles for any module of cycloidal gear. Does the Gearotic do cycloidal or just involute? While several watch companies have moved from cycloidal to a highly modified (and proprietary) involute derived tooth form over the last decades, cycloidal is the standard. It won't mix with involute. Well, it can, but- Gearing is a pretty huge subject. You can get an involute to mesh with a cycloid and they might even seem friendly together, but the efficiency will be diminished and they will self destruct over time. If you reverse engineer geartrains in watches you'll find that they rarely match perfectly to theoretically correct numbers; this is because they were modified based on experience or testing. All that said, if you make a gear train for a watch "by the book" it will perform well and last. If you need to replace a gear or pinion there is usually the original to copy, and if not, a reverse engineered one will perform well. The larger the more leeway you have. A pocketwatch escape pinion can probably be off in diameter by as much as +- 0.02mm and still function; in a small wristwatch you will be cutting it close at +- 0.005mm. What's really a problem is getting cutters. There are several companies in Switzerland who will make you one to your drawing for a couple to three hundred bucks. If for a wheel of say 70 teeth, that cutter will probably be OK for any wheel of that module up to a rack, down to around 35 teeth. For pinions it's much trickier, a cutter for a 7 leaf pinion of a given module will cut that and nothing else. One does find cutters secondhand, but 99% of the time they are marked with some arbitrary number and you'll need a profile projector to trace the profile and compare to drawings. That's all said not to discourage, just to illustrate a little bit what's in store. I'll be the first to say that making even a theoretically terrible gear on your own is a really great feeling when you get the last tooth- it's like you're a wizard. Put it on your keychain and get ready to do some math then.1 point
-
Hi Cecking through my workshop laptop I came across these PDFs and thought they might be useful to the members new and old alike. I have several more and will post later. Cheers Witschi Training Course.pdf TZIllustratedGlossary (1).pdf handbook_of_watch_and_clock_repairsa.pdf Test and measuring technology mechanical watches.pdf1 point
-
Thanks, AndyHull. Yes, it would be nice to get it running. Overall it's a very nice watch and the quartz movement is of pretty high quality. Maybe not for serviceability, but it is well put together it appears. Virtually every one of these C641 movement watches is either not working or has been retrofitted to a more modern quartz movement. Had I have known how difficult/impossible it is to repair them I'd have passed on the purchase. Still, it's a very nice looker, IMHO, and is worth retrofitting. The coil on this watch appears to be encased in aluminum/aluminium, rather than having wire that can be soldered. It looks more like an old capacitor than it does a coil. You can see it in the images. At this point I have carefully reassembled the watch and put it aside until I can figure out what movement to put in it. Thanks again for all of your help and input. Cheers. The watch has the original marked GP leather band on it. It wasn't worn a lot. I wouldn't be surprised if it has been in the dead zone for quite a few years. I believe it is from the late seventies to early eighties.
 1 point
1 point -
Surely it is, a word of caution, you need a low voltage meter (or a voltage dropping resistor) to measure coil resistance, otherwise you may blow it, check recommendations on the attached sheet. Even if your is not an ETA, I don't think the extremely thin wire is much different. 3568_ETA 251.292.pdf1 point
-
05 - What else ? : I'm a daredevil ... so I cliped the bezel off and on several times for a ultimate test. My "experimental" method worked perfectly and the rotating bezel is now almost NOS I procedeed the same way with my "Black Rallye" Kelton and the bezel is perfectly repaired. Thanks for reading and hope it helps.

 1 point
1 point
.jpg.e6e04db5925085c1a795557ccfcdcb57.jpg)
.jpg.08e4056bb69654ae8f74445379d10a07.jpg)
.jpg.4e418d9c0bb9e4b1584b85ac5226888b.jpg)
.jpg.acb77e0e4eb722825cee97e2bf2fabec.jpg)



.jpg.61d0f0cf2dad2b7783016267ab75b05f.jpg)











