Leaderboard




Popular Content
Showing content with the highest reputation on 06/20/16 in all areas
-
Hi I have the parts you need plus -a complete movement less setting lever spring-and various other parts including a good balance I can stick them in the post if it will help2 points
-
Early 80s Vostok amphibia Sent from my iPhone using Tapatalk1 point
-
Looks like a snap back case to me as well. The back looks slightly "rotated". If it were a one-piece case the engraving would be perfectly aligned I think.1 point
-
Would use some high strength green Loctite to both seal and make sure it stays in place? Would make it easier to press in also?1 point
-
1 point
-
You could get in touch with the B H I tell them what you have and where you live, they will then be able to tell you of a suitable watch-repairer/maker who can undertake such a repair. Just go to their web site.1 point
-
I have an actual HMT part you could have and I have a bunch of Caravelle 11dp (same as Citizen 0201). Let me know if your still looking and I'll pick a nice one out of my parts drawer. Sent from my Nexus 7 using Tapatalk1 point
-
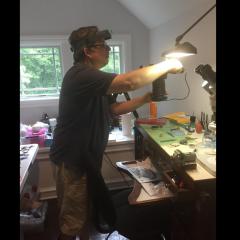
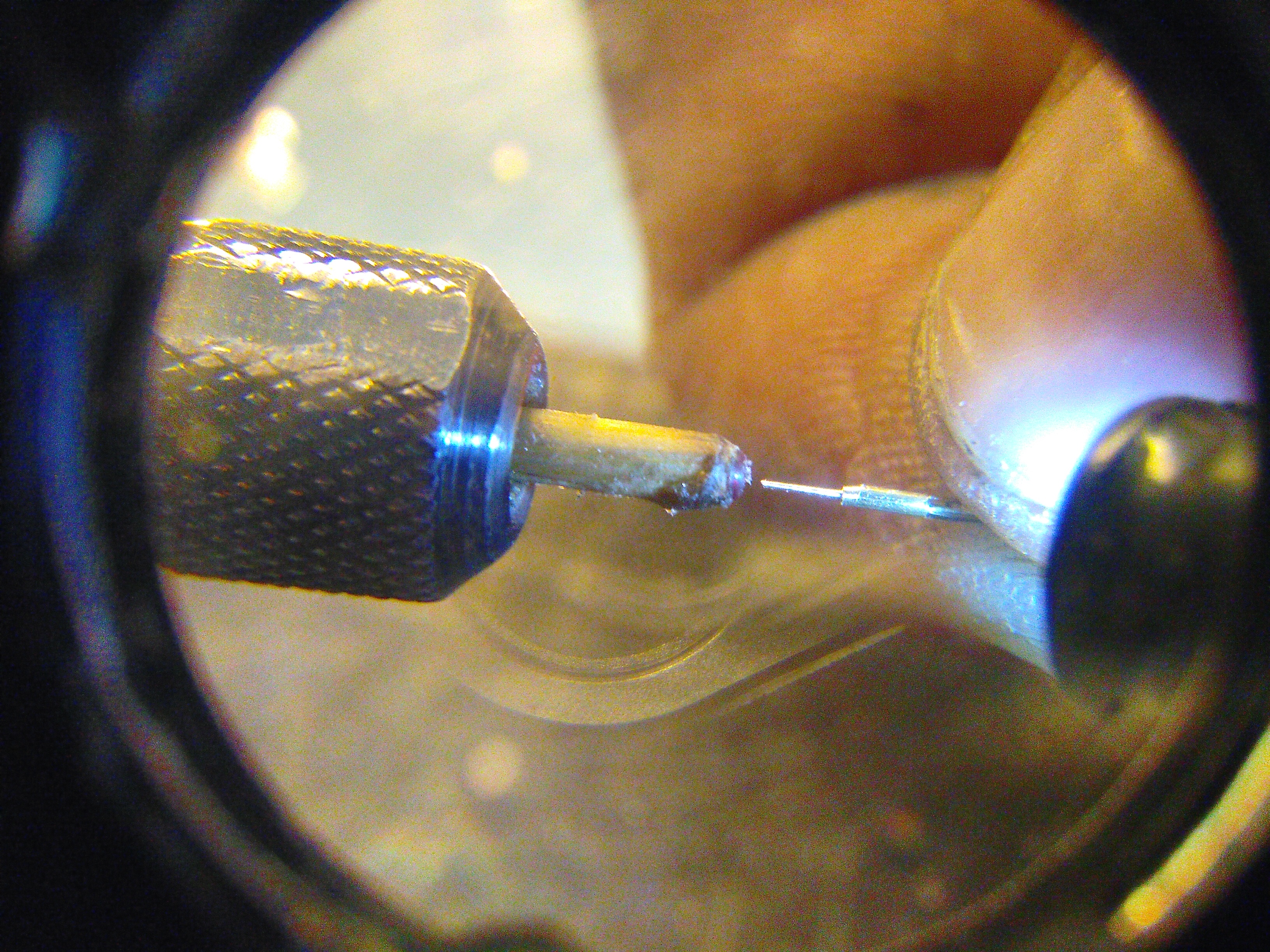
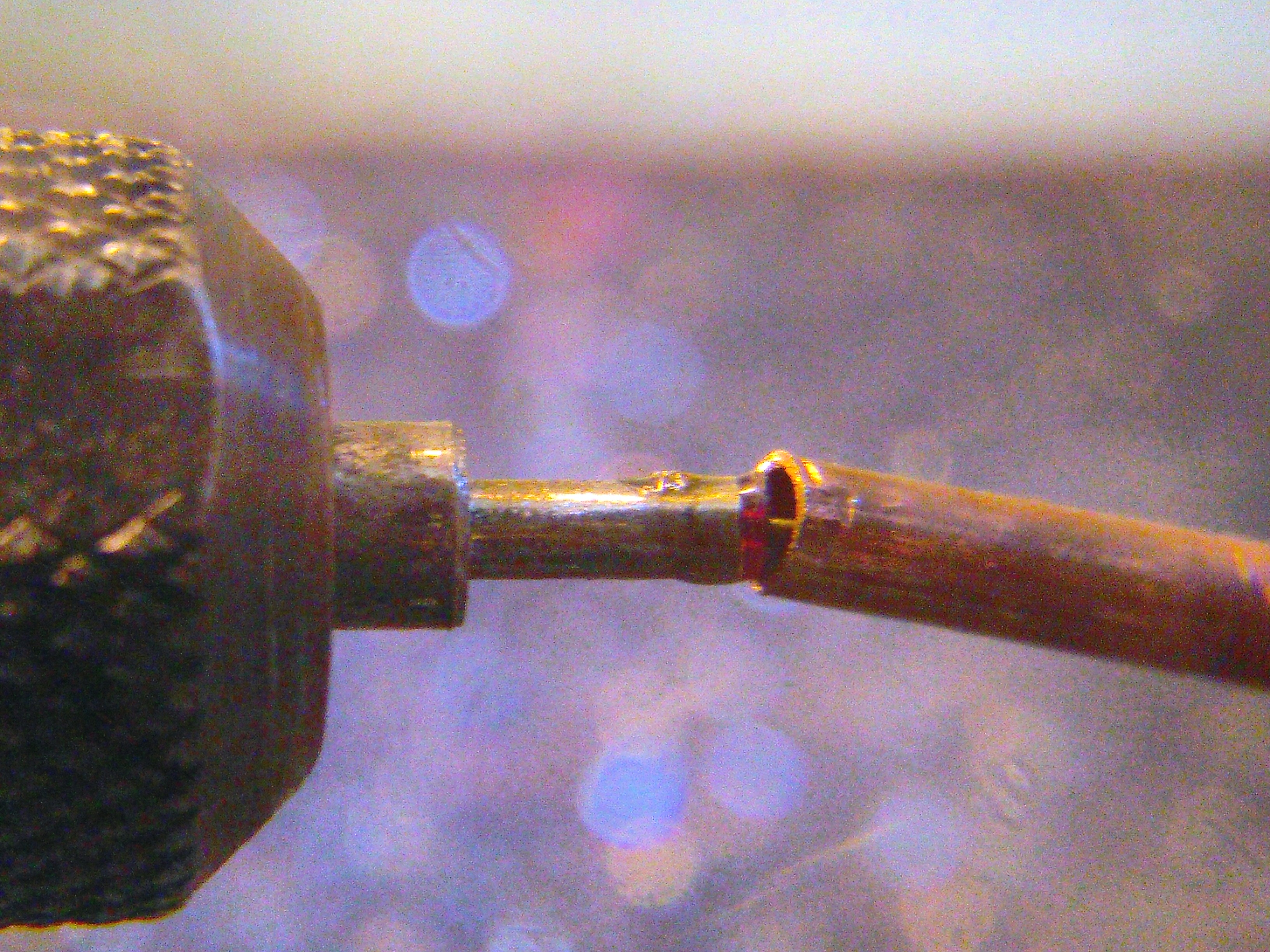
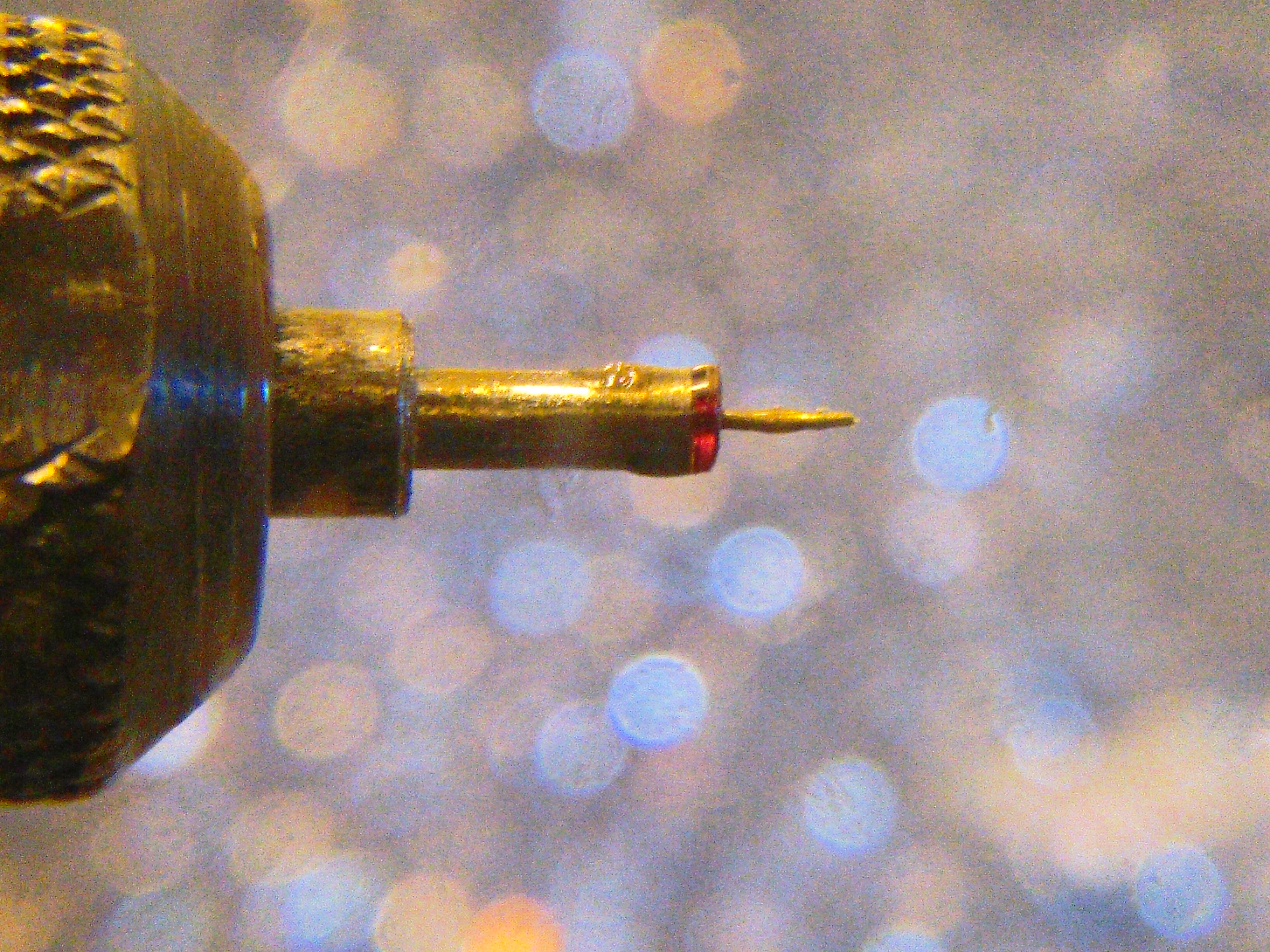
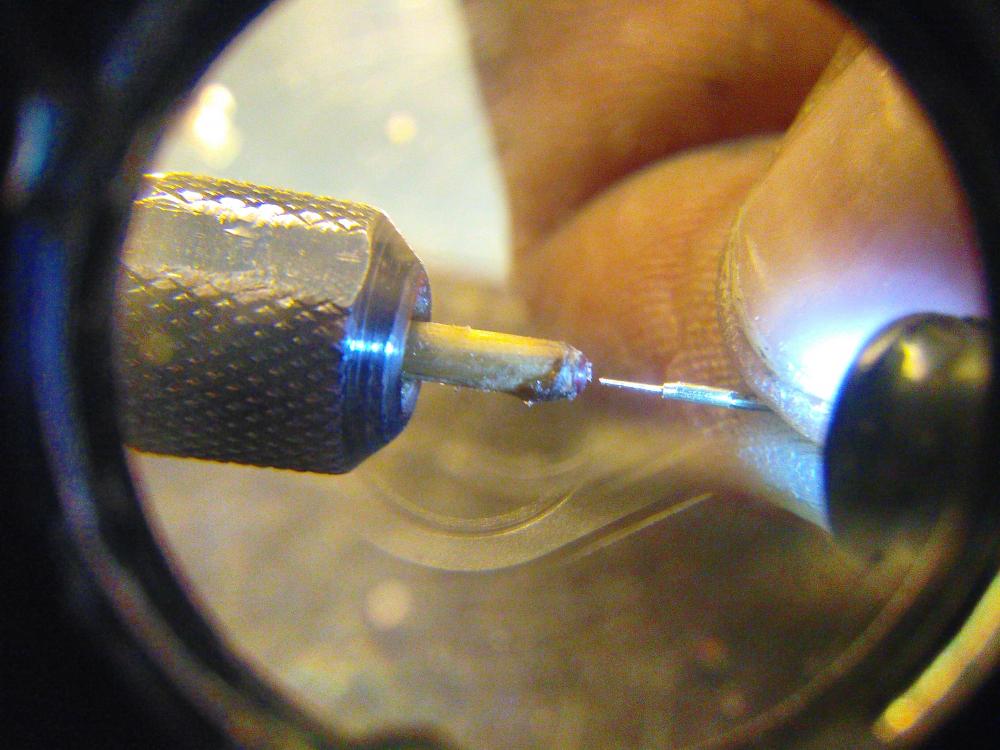
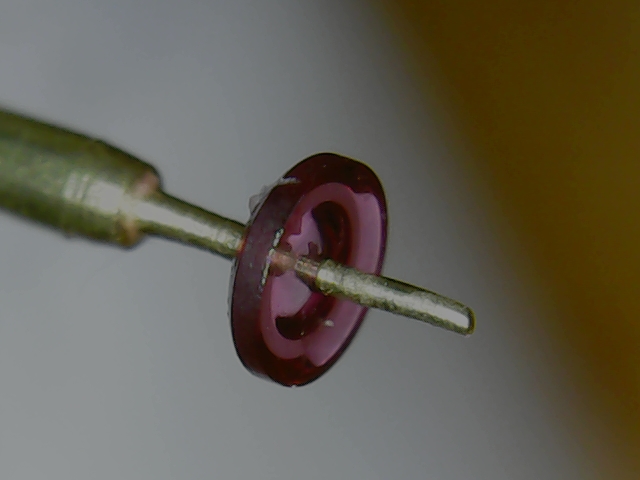
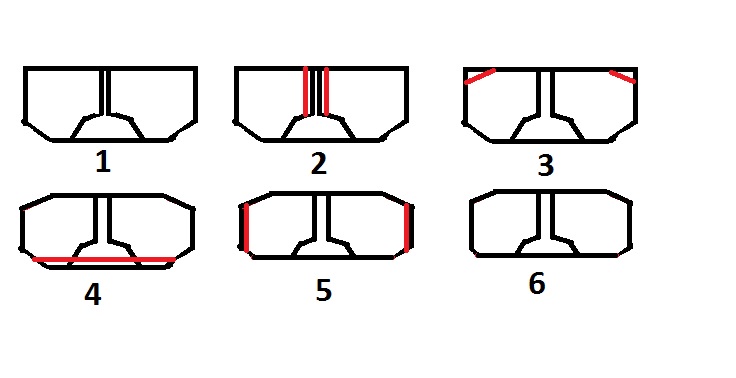
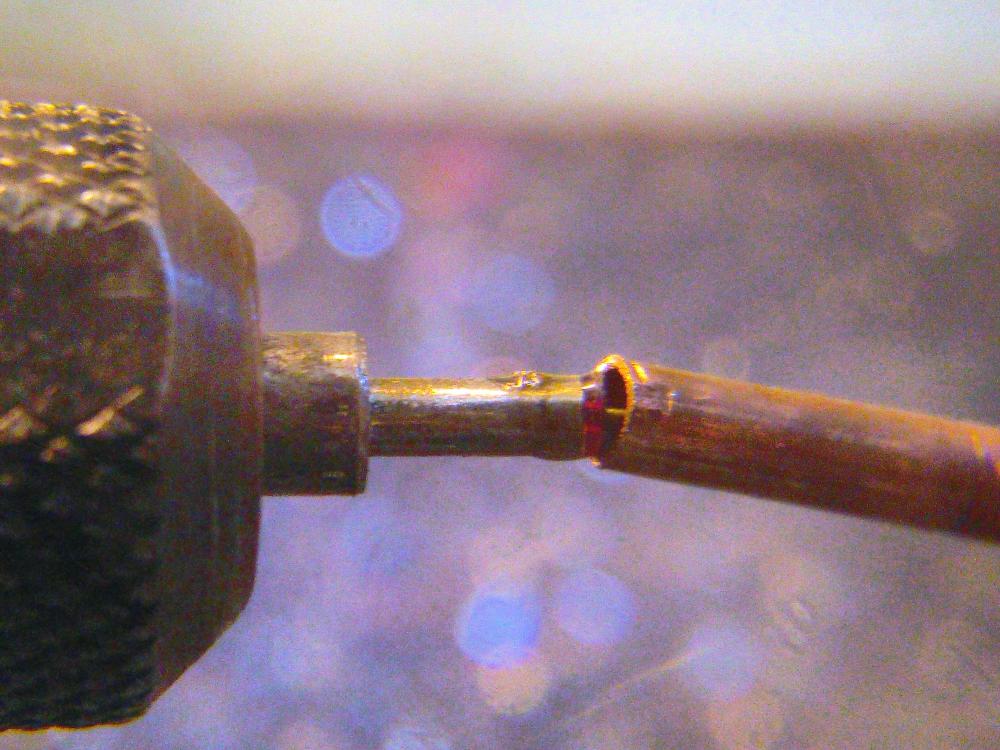
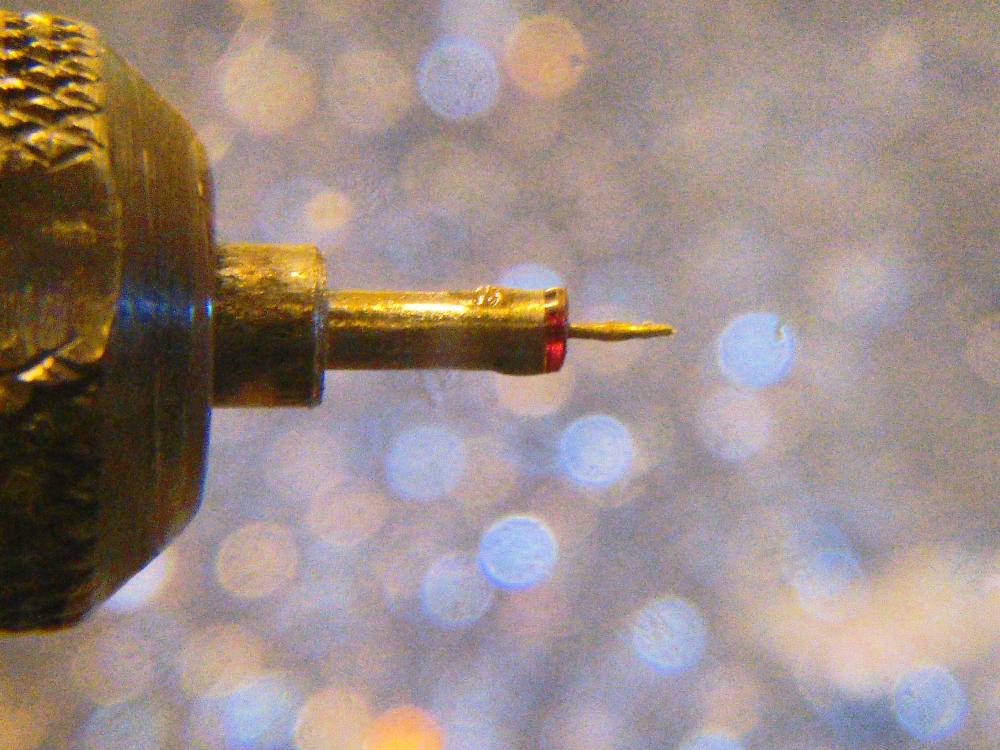
Just a quick report about my first jeweling adventure. Recieved a lot of jewels from my friend but it turned out most of them are for wristwatches. There was however one that seemed ok in diameter for the 3rd wheel pinion. The hole was 0.1mm and the pinion is 0.27mm so tooled up for jewel hole drilling I was asking Steffen Pahlow for the proper method. First, 0.2mm brass stick tapered to 0.27mm was turned in the Dremel from 0.7mm wire. The jewel was hotglued first on a turned tootpick mounted in the Dremel, later on 2mm brass wire. The jewel was centered while holding the lighter near the glue and turning with brass tweezer toothpick. The brass stick was dipped in polishing paste and simply pushed against the jewel hole while turned in the Dremel with around 5000-1000 rpm. It was really slow when i realized that i was using the finest paste After changing to coa rse one it was quick. Almost through. At this point the jewel still sticked to the pinion bottom. After polishing the hole with fine paste it was moving freely on the pinion. Now it was time to mount the jewel into the movement plate. It turned out that the jewel is not for such a setting. It is a friction fit jewel. So several modifications were made to the jewel. The flat bottom had to be tapered a bit taht i can rub the brass setting over the edge. Moreower, the thickness, and diameter had to be reduced a bit. Have no pictures from all steps but made a shematic picture showing all modification steps. Reducing external diamater. 3mm soft steel nail was reduced to 1.4mm. The jewel is 1.5mm. 0.8mm hole was drilled in the reduced end where the jewel hole drill bit was hotglued. The jewel was simply pulled over the brass stick and glued and centered as mentioned above. Another 2mm brass wire was drilled to 1.5mm and added some co**BLEEP** (5000grit) polishing paste on the jewels and the brass tube was pulled over the jewel. The tube was moved back and forth while the jewel was turned 5000-10000 rpm. Diameter was reduced to 1.38mm. After altering the jewel it was perfectly fit in the setting. A setting closing tool was made (according to the setting opening tool in my earlier post) but it turned out that a simple female cone end-drilled steel wire is perfect for closing the setting. The gear staff is vertical with a small degrees of free tilt.



 1 point
1 point -
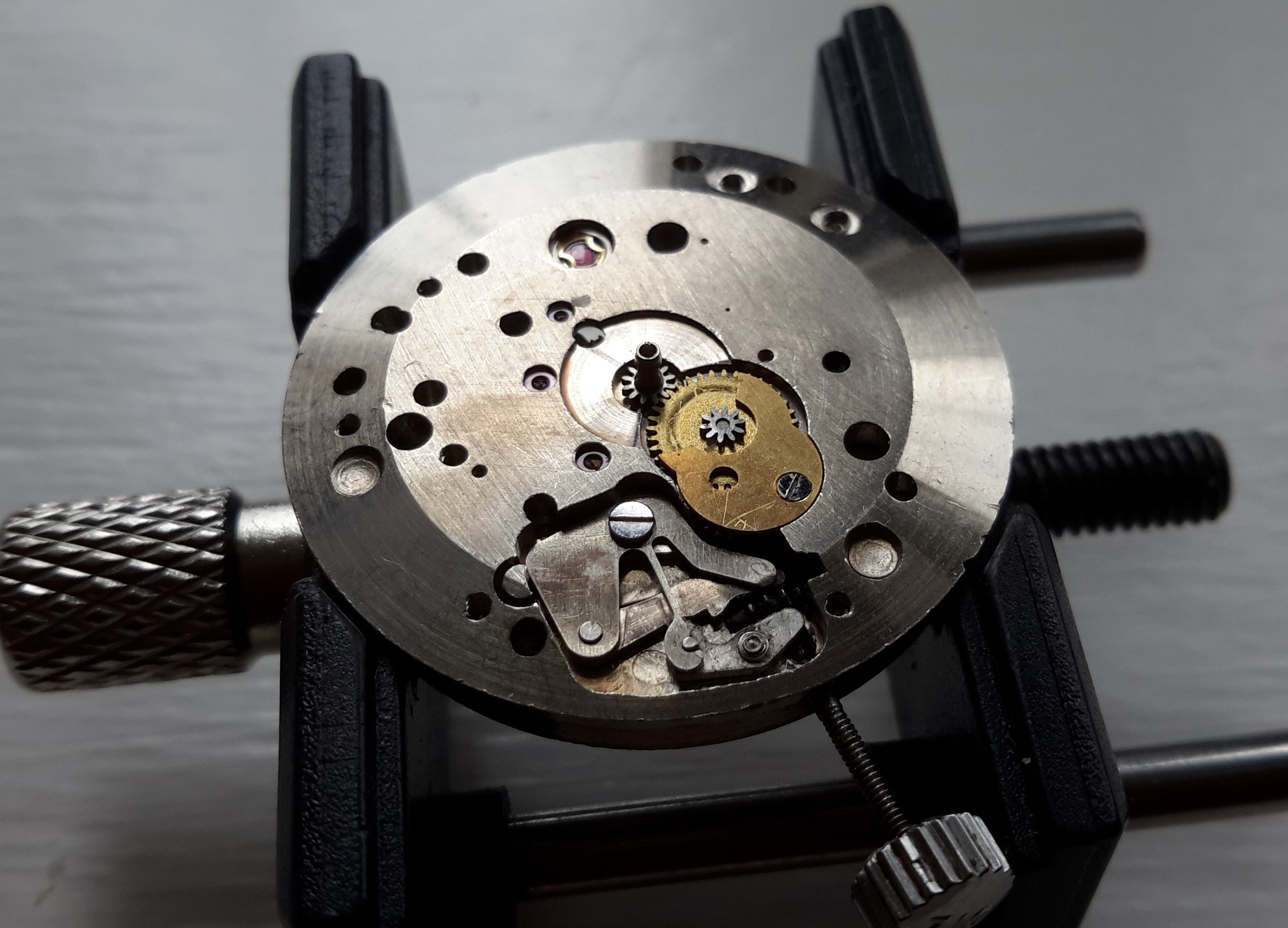
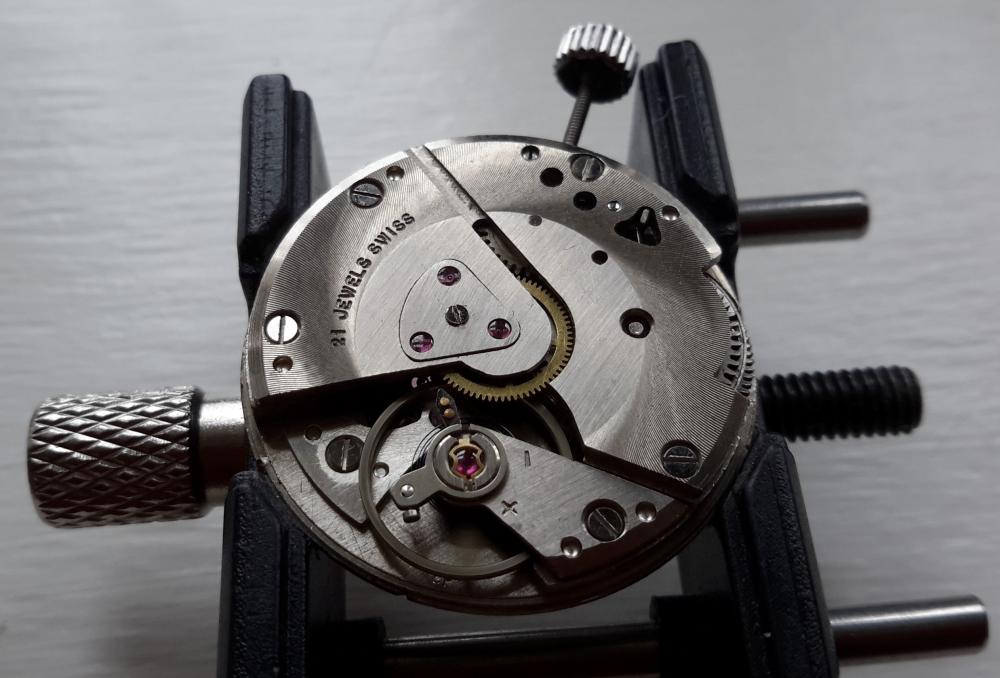
Can any one identify this movement? It came in a Relide Sportsman watch that is in good condition which I would like to repair . The only details I can find is the CF under the balance. It needs a winding stem and possible a new setting lever. The winding stem in the photo is one I hoped would fit but does not quite Any help would be appreciated


 1 point
1 point